程序参考:
AA403.MPF; (加工右侧轮廓)
…… (程序开始部分)
G00 X82 Z1; (刀具定位至循环起点)
CYCLE95(“BB403”,1,0.2,0.05, ,0.2,0.1,0.1,10, , ,0.5) ;
G74 X0 Z0; (刀具返回参考点)
M30;
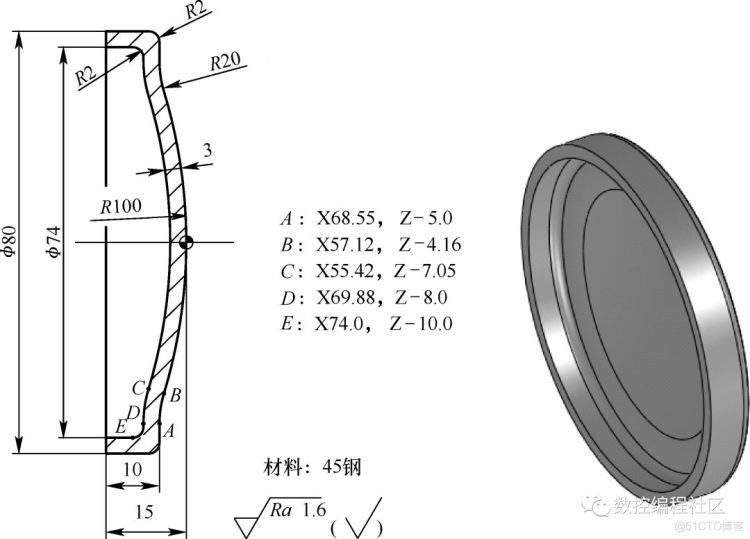
BB403.SPF; (精加工轮廓子程序)
G00 Z-7; (沿Z向切深)
G01 X80;
G02 X76 Z-5 CR=2;
G01 X68.55;
G03 X57.12 Z-4.16 CR=20;
G02 X0 Z0 CR=100;
G01 Z1;
RET;
AA404.MPF; (加工左侧内轮廓)
…… (程序开始部分)
G00 X0 Z1; (刀具定位至循环起点)
CYCLE95(“BB404”,1,0.2,0.05, ,0.2,0.1,0.1,12, , ,0.5) ;
G74 X0 Z0; (刀具返回参考点)
M30;
BB404.SPF; (精加工轮廓子程序)
G01 Z-12; (沿Z向切深)
G02 X55.42 Z-7.95 CR=97;
G03 X69.88 Z-7 CR=23;
G02 X74.0 Z-5 CR=2;
G01 Z1;
RET;