侧铣头又称角度头,是一种机床附件,机床安上铣头后刀具旋转中心线可以与主轴旋转中心线成角度加工工件。原产于欧洲,现已广泛应用于航空、汽车、模具等机械加工的各个领域。使用铣头,无需改变机床结构就可以增大其加工范围和适应性,使一些用传统方法难以完成的加工得以实现,并能减少工件重复装夹,提高加工精度和效率。
角度头可以完成铣削、钻孔、攻丝、镗销等加工工序,机床安装上角度头后可以让刀具输出中心线与机床主轴中心线成特定的角度对工件进行加工,无需改变机床结构就可以极大地增大其加工范围和适应性,实现立卧转换五面加工及特定角度斜面加工,并且使一些用传统方法难以完成的加工如狭小空间深腔内加工得以实现,同时能减少工件重复装夹,提高加工精度和效率。同时角度头相当于给机床增加了一根轴,在某些大型工件不易翻转或是高精度要求的情况下,比第四轴更实用。
角度头主要用于加工中心、镗铣床、立车等机床上,加工中心角度头可以放置刀库中,并可以在刀库和机床主轴之间自动换刀,就像一把具有复杂特殊功能的标准刀柄;中型及重型角度头需要拥有较大的刚性和扭矩,适用于重切削加工需求,一般通过法兰或自动换头等机构刚性联接。
侧铣头的种类
按输出情况分类
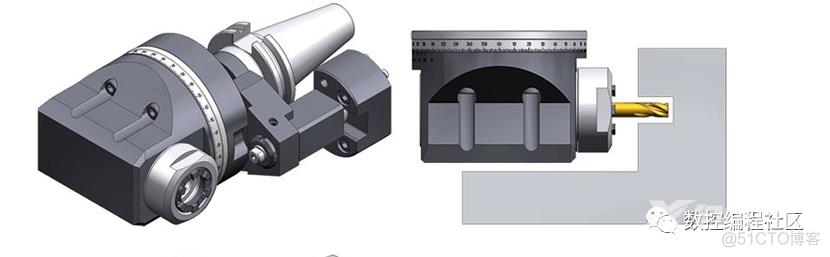
1、单输出铣头角度头——该类型的铣头较为常见,刚性较佳,可广泛应用于各类使用场合。
2、双输出铣头角度头——该铣头采用双向输出,且双向的同心精度、垂直精度较佳,可以很好地解决使用者在需求高精度时手动转角度、打表校正的麻烦,避免重复误差,提高生产加工效率和精度。
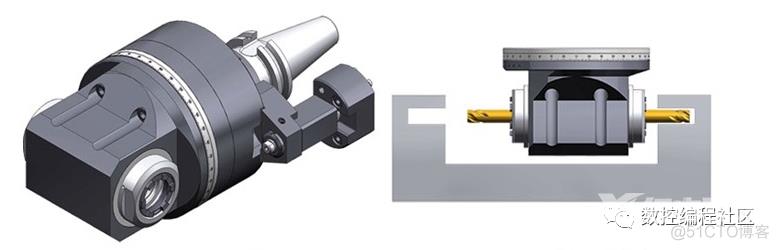
3、立卧两用铣头角度头——该铣头可同时进行立式及卧式加工,采用双向止推轴承及伞形齿轮分离式原理,校正更显得方便快速,其内部采用高速止推轴承,由两方向固定,可承受重切削。
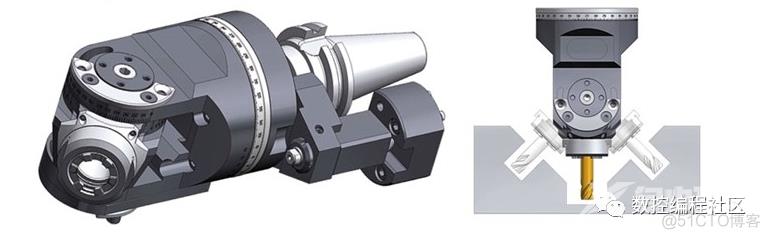
4、万向铣头角度头——又称万能铣头,该铣头刀具的旋转中心线与机床主轴旋转中心线所成角度可调,可调角度范围一般为0~90度,但也有一些特殊的可调超过90度。
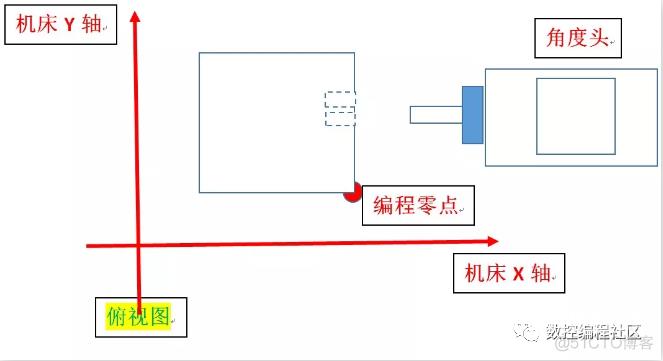
角度头的长度读取与加工坐标的设置。
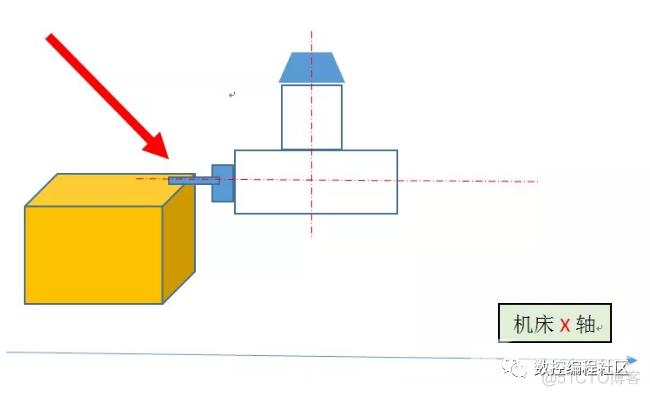
问题:如下图,机床是怎样读取角度头的横竖长度(VH)的呢?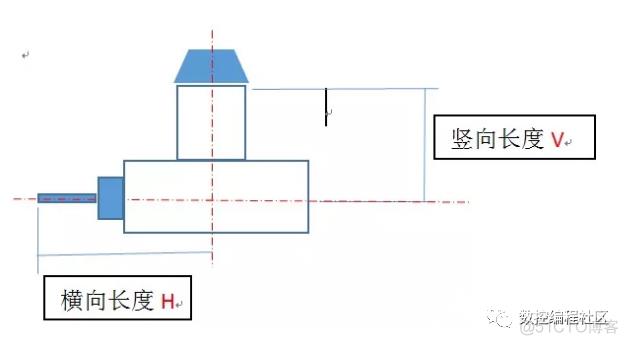
先看坐标的设置:
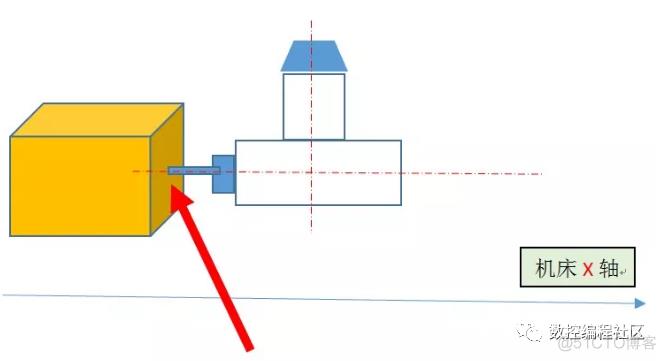
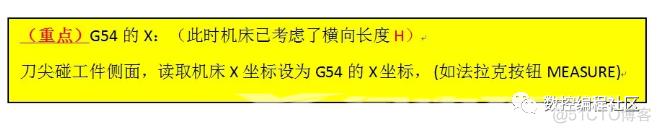
(重点)G54的X:(此时机床已考虑了横向长度H)
刀尖碰工件侧面,读取机床X坐标设为G54的X 坐标, (如法拉克按钮MEASURE)
(重点)G54的Z:(此时机床已考虑了竖向长度V)
刀径碰工件顶面,读取机床Z坐标,再下降一个半径值,设为G54的Z 坐标。

G54的Y坐标设置:
刀径碰工件前面,读取机床Y坐标,再移动一个半径值,设为G54的Y 坐标。与一般设定一样。
总结:
1、角度头的长度是通过设置坐标来计算在内的,(可以不必知道角度头的横竖准确长度VH)。
2、简单的角度头在主轴定位后,通常只能加工一个方向。
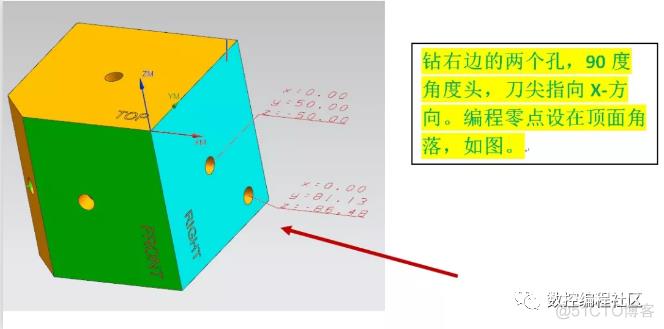
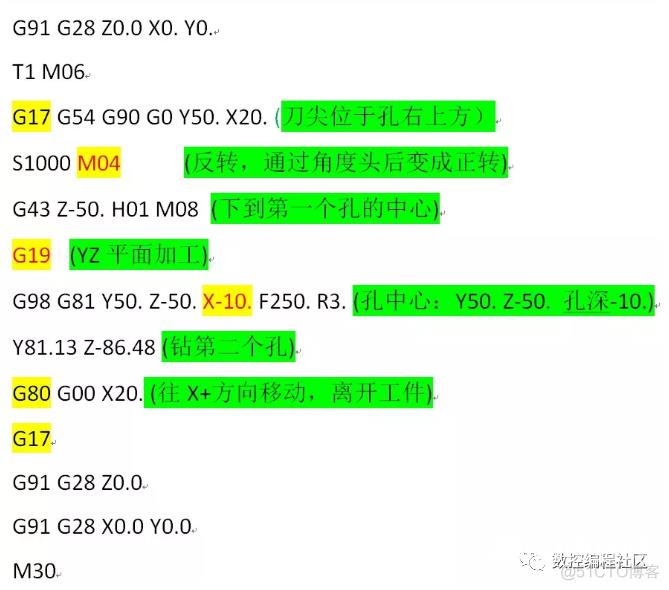
角度头的编程举例。
侧铣头注意事项
1、一般铣头均采用非接触式油封,在加工过程中如有使用冷却水,需要在喷水前先运转,并调整冷却水喷嘴方向,使之朝刀具喷水,可避免冷却水渗入本体之虞,以延长寿命。
2、避免长时间在最高转速持续加工运转。
3、参照各型号铣头的参数特性,在适当的加工条件下使用。
4、使用前,需先确认试运转数分钟热机。每次加工时,需选择适当的转速和进给加工。加工时的转速、进给与切深应以渐进方式做调整,直到获得最大加工效率。